在无外力或外力矩的作用下,存在于材料内部,且达到自平衡状态的力。
从微观上看,残余应力的本质是晶格畸变,以 “畸变能” 到形式存在于材料内部。
这些能量不会随着加工过程中能量的交换或材料的变形与剥离而全部消散掉,其中一部分转换为势能,以残余应力及形变的形式存储在介质中。
一旦原有的平衡被打破,上述势能中的一部分转化为残余应力作用下发生形变所作的功,使工件整体进入新的平衡,从而造成各加工环节中由残余应力引起的不同程度的加工变形。
残余应力是零件质量性能的关键指标,直接影响零件的加工精度、尺寸稳定性、腐蚀开裂、疲劳强度以及使用寿命等性能。
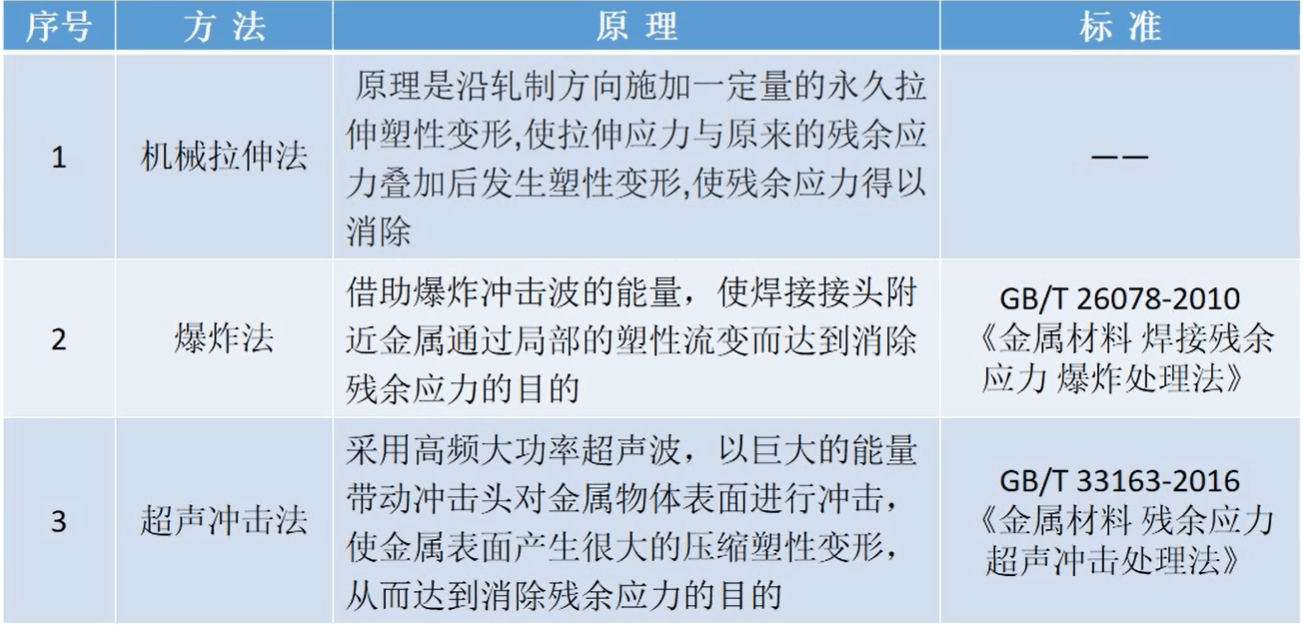
—> 为使零件达到良好的质量状态,应对其残余应力加以控制和利用:
把工件露天放置于室外,经过几个月至几年的风吹、日晒、雨淋和季节的温度变化,给工件多次造成反复的温度应力,促使残余应力发生松弛,获得稳定的状态。
热实效是把工件放进热实效炉中进行热处理,由室温缓慢均匀加热至一定温度,保温一段时间后,再严格控制降温速度最终出炉。
热实效主要是利用材料在高温状态下,原子活动能力增强,而材料的屈服强度降低的特点,促进位错开动和原子回复,使得晶格畸变得到消除,残余应力得到消除。
典型应用为去应力退火,将材料加热至再结晶温度以下,保温一定时间后再缓慢冷却,以达到消除材料内部残余内应力的效果。(注意:材料热实效的工艺参数,可通过相关材料手册的热处理制度查得。由于材料成分、加工方法、内应力大小和分布不同,去应力退火的温度范围很广)
应用:热锻轧、铸造、各种冷变形加工、切削、焊接、热处理,甚至零部件装配后,都可以在不改变组织状态、保留冷作、热作或者表面硬化的条件下,加热到一定温度去除构件的内应力。
工程材料常用的一种消除内部残余应力的方法,通过振动,使材料发生微量的塑性变形,从而使材料内部的应力得以松弛。分为亚共振实效、模态宽屏实效、频谱谐波实效、频谱谐波定位实效等方式。
以振动的形式给工件施加动应力,当动应力与工件残余应力叠加后,达到或超过材料的屈服极限时,工件发生微观或宏观塑性变形,从而使工件内部的残余应力得以松弛。
振动时效能够在一些场景下取代热实效。同时由于振动时效的机理与热实效不同,因此它也能够在热实效之后再次应用,并达到进一步消除残余应力的效果。
此内容由惯性聚合(RSS阅读器)自动聚合整理,仅供阅读参考。 原文来自 — 版权归原作者所有。