从一张表格说起
想象一下:一条汽车零部件生产线,每天生产 5000 件。
突然,某件产品被发现外观缺陷——但此时同一批次的 2000 件已经发货。
问题出在哪里?
答案是:缺乏”过程防错机制”。
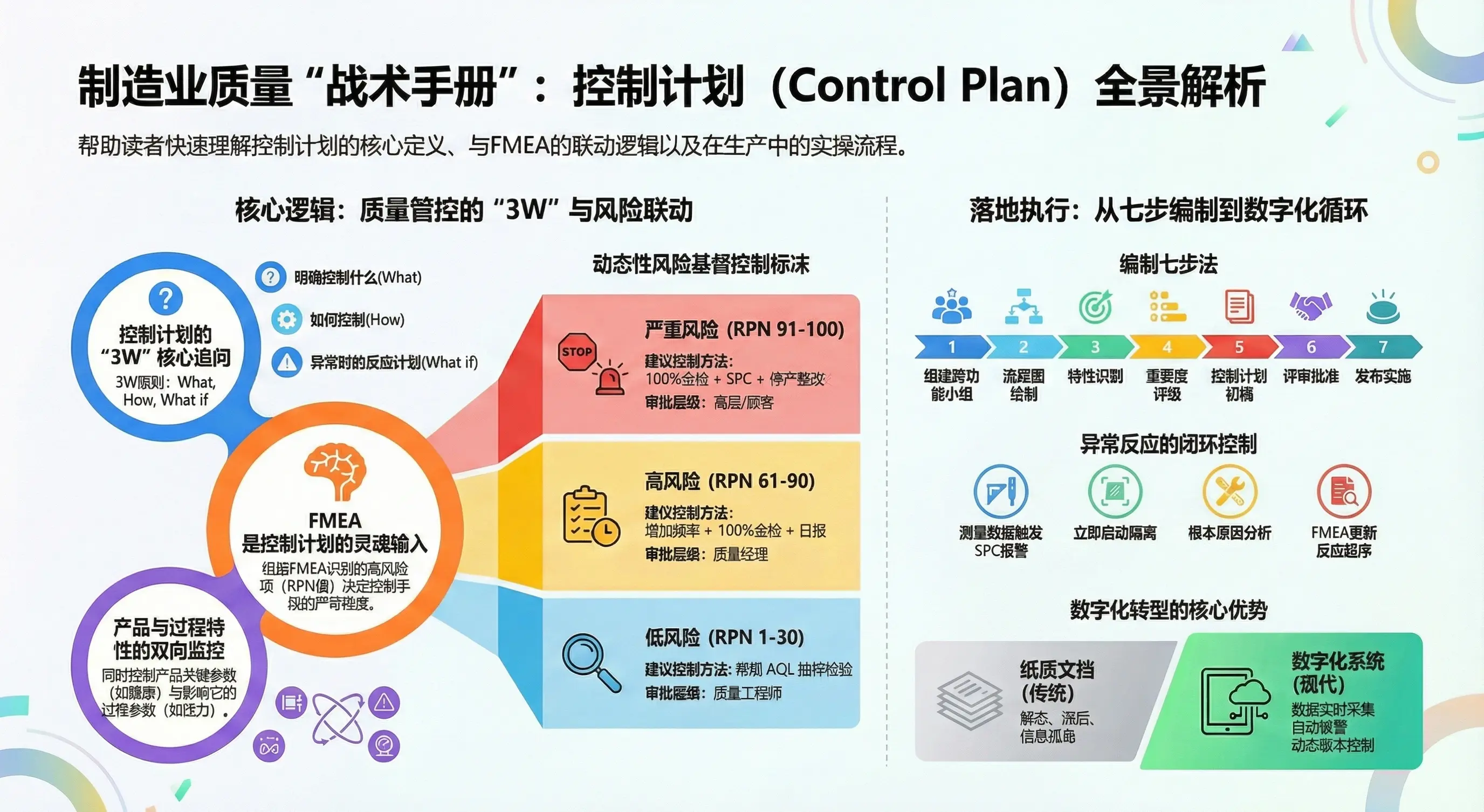
控制计划(Control Plan)就是一套系统性地识别、控制、监控生产过程中关键特性的书面文档,
它告诉你:“我要控制什么、怎么控制、控制不住怎么办”。
一、控制计划到底是什么?
1.1 官方定义
控制计划(Control Plan)是一种描述生产过程中每个阶段所需控制措施的表格文件,
由质量工程师编制,用于:
- 识别产品/过程的关键特性
- 定义测量方法和控制手段
- 规定异常发生时的反应计划
它不是一张”检查表”,而是一份活的战术手册。
1.2 一句话理解
1
2
| Control Plan = WHO controls WHAT, HOW, and WHAT IF IT GOES WRONG
谁 控制 什么, 如何控制, 控制不住怎么办
|
1.3 控制计划的演进历程
1
2
3
4
5
6
7
8
| 1980s ──────────────────────────────────────────────────► 现在
│ │
│ QS 9000时代 │ IATF 16949 / AIAG Core Tools
│ 单一控制计划 │ 跨功能控制计划
│ (只质量部门管) │ (设计+质量+工程+采购协同)
│ │
└──────────► 样件试制控制计划 ──► 量产控制计划 ◄────┘
(Proto) (Production)
|
二、控制计划的核心结构
2.1 控制计划包含哪些内容?
一张完整的控制计划通常包含以下要素:
| 要素类别 |
具体内容 |
| 基本信息 |
产品名称/型号、顾客、供应商、编制日期、版本 |
| 过程流程 |
从原料到成品的每道工序描述 |
| 产品特性 |
尺寸、功能、外观等关键参数 |
| 过程特性 |
影响产品特性的过程参数(如温度、压力、速度) |
| 重要度评级 |
关键/重要/一般 三级 |
| 测量系统 |
量具、方法、样本量、频率 |
| 控制方法 |
SPC、控制图、检验、抽样方案 |
| 异常反应计划 |
超标时的处置流程 |
2.2 控制计划表格模板(结构图)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
| ┌─────────────────────────────────────────────────────────────────┐
│ 控制计划(CONTROL PLAN) │
├─────────────────────────────────────────────────────────────────┤
│ 基本信息区 │
│ ┌──────────────┬──────────────┬──────────────┬──────────────┐ │
│ │ 产品/零件名称 │ 顾客 │ 供应商 │ 编制日期 │ │
│ └──────────────┴──────────────┴──────────────┴──────────────┘ │
├─────────────────────────────────────────────────────────────────┤
│ 过程特性控制表(主体) │
│ ┌────┬────┬──────┬───────┬──────┬───────┬─────┬───────┬─────┐ │
│ │工序│特性│重要度│规格限 │测量方│测量工 │频率 │控制方 │反应 │ │
│ │ │ │ │ │法 │具 │ │法 │计划 │ │
│ ├────┼────┼──────┼───────┼──────┼───────┼─────┼───────┼─────┤ │
│ │ P1 │ │ │ │ │ │ │ │ │ │
│ │ P2 │ │ │ │ │ │ │ │ │ │
│ │ P3 │ │ │ │ │ │ │ │ │ │
│ └────┴────┴──────┴───────┴──────┴───────┴─────┴───────┴─────┘ │
├─────────────────────────────────────────────────────────────────┤
│ 审批签字区 │
└─────────────────────────────────────────────────────────────────┘
|
2.3 过程编号示例(以汽车零部件喷涂工序为例)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
| P1 ─── 进料检验(来料IQC)
│
P2 ─── 前处理(脱脂、水洗、干燥)
│
P3 ─── 底漆喷涂
│
P4 ─── 底漆烘烤固化
│
P5 ─── 面漆喷涂
│
P6 ─── 面漆烘烤固化
│
P7 ─── 最终检验(外观、膜厚、性能)
│
P8 ─── 包装出货
|
三、控制计划 vs FMEA vs APQP — 三角关系
很多人搞不清楚 Control Plan、FMEA、APQP 的关系。
它们不是替代关系,而是层层递进、相互支撑的。
3.1 三者的定位对比
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
| APQP(Advanced Product Quality Planning)
高级产品质量策划
┌──────────────────────────────────────────┐
│ 从产品设计到量产的全流程项目管理框架 │
└──────────────────────────────────────────┘
│
┌──────────────┴──────────────┐
▼ ▼
┌──────────────┐ ┌──────────────┐
│ FMEA │ │ Control Plan │
│ (Failure Mode │ │ (控制计划) │
│ Effects │ │ │
│ Analysis) │ │ HOW TO │
│ │ │ CONTROL │
│ WHAT CAN │ │ THE PROCESS │
│ GO WRONG? │ │ │
└──────────────┘ └──────────────┘
│ │
▼ ▼
识别失效模式, 根据FMEA结论,
评估风险优先级RPN, 定义具体的
制定预防/探测措施 控制方法和反应计划
|
3.2 详细对比表
| 对比维度 |
FMEA |
Control Plan |
APQP |
| 中文名称 |
失效模式与影响分析 |
控制计划 |
高级产品质量策划 |
| 核心问题 |
“哪里可能出错?” |
“怎么控制它?” |
“怎么系统地策划整个过程?” |
| 文档性质 |
分析报告 |
操作控制文件 |
项目管理流程 |
| 时间节点 |
设计和过程开发阶段 |
量产前锁定,量产中执行 |
贯穿整个产品周期 |
| 关注重点 |
风险识别 + RPN评分 |
过程监控 + 异常响应 |
跨部门协同 + 时间节点 |
| 输出物 |
FMEA表格(含RPN和措施) |
控制计划表格 |
阶段gate+全套支持文件 |
| 执行者 |
FMEA工程师/跨功能团队 |
质量+生产+质检 |
项目经理+各功能代表 |
| 更新频率 |
项目节点或异常触发时更新 |
工艺变更时更新 |
按APQP阶段里程碑更新 |
| 与另外两者的关系 |
FMEA为Control Plan提供”控制什么”的依据 |
Control Plan是APQP落地的工具之一 |
APQP统领FMEA和Control Plan的时间节点 |
3.3 三者的工作流顺序
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
| APQP Phase 1: 产品策划
└─ 确定关键产品特性(KPCs)
▼
APQP Phase 2: 产品设计开发
└─ FMEA(设计FMEA)←── 识别设计失效模式
└─ 确定关键设计特性
▼
APQP Phase 3: 过程设计开发
└─ FMEA(过程FMEA)←── 识别过程失效模式
└─ 制定 Control Plan ←── 基于FMEA的RPN制定控制方法
▼
APQP Phase 4: 产品与过程验证
└─ 试生产 → 验证Control Plan有效性
└─ 如有问题 → 回到过程FMEA重新分析
▼
APQP Phase 5: 量产、反馈、评定与纠正
└─ 执行Control Plan(持续监控)
└─ 发现异常 → 更新FMEA → 更新Control Plan
|
四、控制计划的实际使用方法
4.1 控制计划编制七步法
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
| 步骤1:组建跨功能小组
│
├── 质量工程师(主导编制)
├── 生产工艺工程师
├── 设计工程师
└── 采购/供应商管理(涉及来料时)
步骤2:绘制过程流程图
│
└── 从输入→过程→输出,梳理每道工序
步骤3:识别产品特性与过程特性
│
├── 从图纸/Spec识别产品CTQ(关键质量特性)
└── 从工艺参数识别过程PICS(关键过程参数)
步骤4:重要度评级
│
├── 关键(⭐⭐⭐):影响安全/法规/功能
├── 重要(⭐⭐):影响性能/寿命
└── 一般(⭐):外观/手感等
步骤5:选择测量系统
│
├── 量具选择(MSA分析)
└── 测量方法确定
步骤6:制定控制方法与反应计划
│
├── 确定抽样方案(AQL/全检)
├── 确定控制图类型(X-bar/IMR/直方图)
└── 编写超标时的处置步骤
步骤7:小组评审与批准
│
└── 质量+工程+生产+顾客(如需要)三方会签
|
4.2 控制计划的执行与监控
控制计划编制完成后,最重要的不是文档本身,而是执行。
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
| 日常执行循环:
┌──── 执行控制计划规定的测量/检验 ────┐
│ │
▼ │
测量/检验记录 ──► 数据录入 ──► SPC控制图更新 │
│ │
│ ┌────────────────────────────────────┘
│
▼
SPC图表判定:
│
├── 正常(点在UCL/LCL内,无趋势)
│ └── 继续生产
│
├── 异常(超限 / 连续7点上升或下降 / 连续5点在中心线一侧)
│ └── 触发反应计划
│ ├── 隔离可疑批次
│ ├── 通知质量/工程
│ └── 分析原因,更新FMEA/Control Plan
│
└── 定期审核
└── Control Plan是否仍然适用?
├── 工艺变更?→ 更新
├── 设备变更?→ 更新
└── 新异常模式?→ 更新FMEA + Control Plan
|
五、实战案例:汽车内饰件喷涂控制计划(示例)
5.1 背景
某汽车仪表板本体进行PU漆喷涂,需编制控制计划。
5.2 控制计划示例表
| 工序 |
特性 |
重要度 |
规格/公差 |
测量方法 |
量具 |
频率 |
控制方法 |
反应计划 |
P1
来料 |
PU漆粘度 |
⭐⭐⭐ |
65~80 KU |
KU粘度计 |
Stormer粘度计 |
每批 |
KU记录表 |
超限→退货/特采评审 |
P1
来料 |
固化剂NCO% |
⭐⭐⭐ |
17%±0.5% |
滴定法 |
滴定装置 |
每批 |
检验记录 |
不合格→退货 |
P2
前处理 |
基材清洁度 |
⭐⭐⭐ |
无油污/氧化层 |
白布擦拭法 |
白布+放大镜 |
每批首件 |
首件确认 |
不合格→返工脱脂 |
P3
喷涂 |
喷涂压力 |
⭐⭐ |
0.4~0.6 MPa |
压力表读取 |
带表压力表 |
每班/换颜色 |
压力记录表 |
超限→调整空压机 |
P3
喷涂 |
漆膜厚度 |
⭐⭐⭐ |
40~60μm |
磁性膜厚仪 |
膜厚仪 |
每件/AQL |
AQL记录 |
不足→补喷;超标→打磨 |
P3
喷涂 |
颜色ΔE |
⭐⭐⭐ |
≤1.0 |
色差仪 |
色差仪 |
每批首件 |
色差记录 |
ΔE>3.0→退货;1.0~3.0→技术确认 |
P4
烘烤 |
固化温度 |
⭐⭐⭐ |
80~100°C |
热电偶炉温仪 |
炉温记录仪 |
每炉 |
炉温曲线 |
超限→延迟出炉;连续异常→停线 |
P4
烘烤 |
固化时间 |
⭐⭐ |
20~30min |
计时器 |
计时器 |
每炉次 |
炉次记录 |
不足→不允许出炉 |
P5
检验 |
附着力 |
⭐⭐⭐ |
百格0级 |
百格刀+3M胶带 |
百格刀 |
每批首件 |
附着力记录 |
不合格→分析原因,不得出货 |
P5
检验 |
外观 |
⭐⭐⭐ |
无缩孔/橘皮/划伤 |
目视(D65光源) |
标准光源箱 |
全检/AQL |
外观记录 |
不良品隔离/返工 |
6.1 FMEA 是 Control Plan 的”输入”
FMEA 识别的 高风险项目(RPN≥65) 必须体现在控制计划中,
而且控制方法要特别严格。
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
| FMEA高风险 → Control Plan严格控制
RPN 91~100(严重风险)
→ 必须100%全检
→ 必须使用SPC控制图
→ 每日审核控制数据
→ 必须有应急反应计划
RPN 61~90(高风险)
→ 增加检验频次
→ 使用SPC控制图
→ 技术+质量联合评审
RPN 1~60(低-中风险)
→ 正常AQL抽样
→ 常规检验记录
|
6.2 RPN 与控制方法对照
| RPN范围 |
风险等级 |
CP控制方法 |
审批层级 |
| 1~30 |
低 |
常规AQL检验 |
质量工程师 |
| 31~60 |
中 |
加严抽样 + SPC |
质量主管 |
| 61~90 |
高 |
100%全检 + SPC + 日报 |
质量经理 |
| 91~100 |
严重 |
停产整改 + 跨职能评审 |
高层/顾客 |
七、不同行业的控制计划特点
7.1 航空航天 vs 汽车 vs 电子 — 对比
| 维度 |
航空航天 |
汽车(IATF 16949) |
电子/消费品 |
| 顾客参与 |
FAA/EASA严格审查 |
顾客特殊要求(CSR) |
一般无强制要求 |
| 控制计划数量 |
每个零件单独控制计划 |
过程家族控制计划(Family CP) |
产品线控制计划 |
| SPC要求 |
关键特性必须有SPC |
关键特性必须有SPC |
推荐SPC |
| 可追溯性 |
100%可追溯(批次级) |
关键件可追溯 |
抽检追溯 |
| 文件控制 |
极严格,顾客批准 |
严格,变更需PPAP |
相对灵活 |
| 控制计划语言 |
英文为主 |
中英双语常见 |
中文为主 |
7.2 过程家族控制计划(Family Control Plan)
对于产品系列相似、工艺相同的情况,可以编制”过程家族控制计划”,
以一张表覆盖多条产品线,减少重复工作:
1
2
3
4
5
6
7
| Family Control Plan 示例:
家族名称:汽车内饰件喷涂系列
适用产品:仪表板本体(Model A/B/C)、门板(Model D/E)
相同工序:P1来料 → P2前处理 → P3底漆 → P4面漆 → P5烘烤 → P6检验
差异点:颜色/光泽规格根据车型不同,在附表中单独列出
|
八、控制计划的常见误区
8.1 误区一:”编完就结束”
1
2
3
4
5
| ❌ 错误做法:
编制Control Plan → 归档 → 从此不看
✅ 正确做法:
编制 → 执行 → 审核 → 更新(持续改进循环)
|
8.2 误区二:控制方法过于复杂
1
2
3
4
5
6
7
8
| ❌ 错误做法:
所有特性都用SPC控制图 + 100%全检 + MSA
✅ 正确做法:
根据RPN和特性重要度分级
高风险→严格控制
低风险→简化控制
目的是防错,不是"看起来专业"
|
8.3 误区三:反应计划形同虚设
1
2
3
4
5
6
7
8
9
| ❌ 错误做法:
反应计划写"通知质量部门",然后石沉大海
✅ 正确做法:
反应计划必须具体到:
→ 谁(姓名/岗位)
→ 做什么(具体动作)
→ 时限(几分钟内)
→ 产出物(异常单/隔离记录)
|
8.4 误区四:忽视过程特性
1
2
3
4
5
6
| ❌ 错误做法:
只控制产品特性(尺寸/外观)
✅ 正确做法:
产品特性 + 过程特性双重控制
例如:膜厚(产品特性)← 喷涂压力/速度(过程特性)
|
九、控制计划的数字化与未来趋势
9.1 传统纸质 vs 数字化控制计划
| 对比项 |
纸质控制计划 |
数字化控制计划(推荐) |
| 更新速度 |
慢(打印→分发→回收) |
实时(系统同步更新) |
| 数据采集 |
人工录入,易出错 |
自动采集(MES系统对接) |
| 异常响应 |
纸质传递,响应慢 |
移动端推送,即时响应 |
| 数据分析 |
人工汇总,滞后 |
实时SPC dashboard |
| 版本管理 |
混乱(多版本并存) |
系统自动版本控制 |
| 协同效率 |
低(跨部门传递慢) |
多方实时在线协作 |
9.2 与MES系统的集成架构
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
| ┌─────────────────────┐
│ ERP系统 │ ← 订单/物料主数据
└─────────┬───────────┘
│下达生产工单
▼
┌─────────────────────┐
│ MES系统 │ ← 控制计划执行的核心平台
│ ┌────────────────┐ │ 推送工位SOP
│ │ 控制计划模块 │ │ 记录测量数据
│ │ SPC自动监控 │ │ 超限实时报警
│ └────────────────┘ │
└─────────┬───────────┘
│数据反馈
▼
┌─────────────────────┐
│ QMS质量管理系统 │ ← FMEA/Control Plan联动
│ ┌────────────────┐ │ 自动触发RPN重评估
│ │ FMEA模块 │ │ Control Plan自动更新
│ │ Control Plan模块 │ │
│ └────────────────┘ │
└─────────────────────┘
|
十、一图总结:Control Plan的核心价值
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
| ┌─────────────────────────────────────────────────────────────────┐
│ Control Plan 核心价值图 │
│ │
│ ┌──────────────┐ ┌──────────────┐ │
│ │ 输入侧 │ │ 输出侧 │ │
│ │ │ │ │ │
│ │ · DFMEA │ │ · 稳定量产 │ │
│ │ · PFMEA │ ────────────────► │ · 客户满意 │ │
│ │ · 特殊特性 │ Control Plan │ · 持续改进 │ │
│ │ · 工程规格 │ │ · 质量成本 │ │
│ │ │ │ 降低 │ │
│ └──────────────┘ └──────────────┘ │
│ │
│ 三个核心问题: │
│ │
│ ① WHAT? → 控制什么(特性识别) │
│ │
│ ② HOW? → 怎么控制(测量系统+抽样+SPC) │
│ │
│ ③ WHAT IF? → 控制不住怎么办(反应计划+防错) │
│ │
└─────────────────────────────────────────────────────────────────┘
|
结语
控制计划不是一张静态的表格,而是连接”设计意图”与”量产现实”之间的桥梁。
FMEA告诉你哪里有风险,APQP告诉你什么时候该做什么,
而 Control Plan 告诉你:每一天、每一件、每一道工序,怎么确保它在正轨上。
一份好的控制计划,是质量工程能力的最直接体现。
AI 总结 (Qwen API)
生成时间: 2026-04-03 21:46:24
深度总结:
本文系统性地阐释了控制计划(Control Plan, CP) 在现代制造业质量管理体系中的核心地位与实战价值。它远非一张静态检查表,而是以风险驱动、过程导向、闭环响应为逻辑内核的动态战术文件,是APQP(高级产品质量策划)落地的关键载体、FMEA(失效模式分析)成果的执行延伸,更是连接产品设计意图与稳定量产现实的“操作神经中枢”。
全文围绕五大维度展开深度解析:
- 本质定位——强调CP是“谁控制什么、如何控制、失控怎么办”的结构化承诺,突出其防错前置性与跨职能协同性(已从QS9000时代单一质量管控演进为IATF 16949下的设计-工程-生产-采购联合治理);
- 结构化框架——通过标准化表格要素(过程编号、特性分级、测量系统、控制方法、反应计划),构建可执行、可追溯、可审计的过程控制骨架;
- 系统性关联——厘清CP与FMEA、APQP的“输入–转化–落地”三角关系:FMEA识别“哪里可能错”(RPN驱动控制优先级),APQP框定“何时做”,CP则定义“现场怎么做”;
- 实战方法论——提出编制七步法与执行PDCA循环(执行→记录→SPC判异→触发反应→评审更新),尤其强调反应计划必须具体化、可操作、有时限,杜绝形式主义;
- 演进趋势——指出数字化集成(MES/QMS联动)、家族化应用、行业差异化(航太严苛追溯 vs 消费电子敏捷适配)是未来方向,并警示四大常见误区(如重编制轻执行、忽视过程特性、反应计划空泛等),直击管理痛点。
本质上,控制计划是制造业质量预防文化的技术具象,其成熟度直接反映企业对过程理解的深度、跨部门协同的强度,以及持续改进机制的韧性。
核心关键词标签(#标签):
#控制计划
#过程控制
#FMEA联动
#APQP落地
#防错机制