APQP(Advanced Product Quality Planning,高级产品质量策划)分为五个阶段,今天我们重点来聊第三阶段——过程设计开发。
如果说第一阶段是”定方向”,第二阶段是”画图纸”,那么第三阶段就是”把图纸变成能用的生产线”的关键一步。
这也是整个APQP流程中,最容易踩坑、返工最多的阶段。
做过制造业的朋友大多有一个共识:APQP五个阶段里,第三阶段(过程设计开发)和第四阶段(产品与过程验证)出问题最多。
原因很现实:
这些问题,在第二阶段的”纸面评审”里往往是看不到的。
第三阶段的核心任务,就是把这些藏在纸面之下的工程问题全部挖出来,在量产之前解决掉。
做任何工作之前,先搞清楚”从哪里来,到哪里去”。
第三阶段的输入主要来自第二阶段,包括:
简单说:第二阶段告诉我们”要做出什么样的产品”,第三阶段的任务是”用什么样的过程来保证做出它”。
第三阶段的输出包括:
这些输出,将直接输入到第四阶段的试生产(Run at Rate)中。
过程流程图是整个第三阶段的基础。
它用图形化的方式,把产品从进料到出货的每一步都梳理清楚。
很多工程师觉得这是”走形式”,但实际上,流程图的价值在于:
每个工序框内,建议包含以下信息:
1 | 工序名称 |
进料检验 → 前处理(脱脂/水洗) → 干燥 → 底漆喷涂 → 底漆烘烤 → 面漆喷涂 → 面漆烘烤 → 最终检验 → 包装 → 出货
每一道工序,都需要明确:
PFMEA(Process Failure Mode and Effects Analysis,过程失效模式与影响分析)是第三阶段最核心、也是工作量最大的文件。
“这道工序可能会出什么问题?出问题了会怎么影响产品?”
很多人容易把设计FMEA和过程FMEA搞混。用一张表说清楚:
| 对比维度 | DFMEA(设计FMEA) | PFMEA(过程FMEA) |
|---|---|---|
| 分析对象 | 产品设计本身 | 制造/装配过程 |
| 关注重点 | 设计缺陷导致的失效 | 制造过程导致的失效 |
| 典型问题 | “这个壁厚会不会太薄?” | “这台设备的温度控制精度够不够?” |
| 回答的问题 | “产品设计会不会出问题?” | “生产过程会不会出问题?” |
| 牵头部门 | 设计工程 | 工艺/质量工程 |
一份完整的PFMEA,通常包含以下字段:
1 | - 过程编号 |
RPN是PFMEA最重要的输出指标之一。
RPN = S(严重度)× O(频度)× D(探测度)
RPN的取值范围是1到1000。
但需要特别说明的是:RPN只是一个参考工具,不是绝对标准。
在实际工作中,很多企业使用”严重度优先”原则:
误区一:把所有工序都做FMEA
正确做法:只针对关键工序和已知风险高的工序做FMEA,不需要面面俱到。
误区二:RPN出来就结束了
正确做法:PFMEA是动态文件,推荐措施执行后需要重新评估RPN,确认改善效果。
误区三:PFMEA由工程师独自完成
正确做法:跨功能小组协作,包括工艺、质量、生产、设备、供应商各方。
控制计划我们在之前的文章里详细介绍过,这里重点说它在第三阶段中的作用。
这个阶段编制的控制计划,是基于过程设计阶段的”规划版”,主要目的是:
它需要和PFMEA联动:PFMEA高风险项目 → 控制计划重点控制项目。
在第三阶段过程中,控制计划可能经历多次迭代:
1 | 层级一:样件控制计划(Proto Control Plan) |
第三阶段完成时,量产控制计划应该已经过试生产验证并定稿。
作业指导书是第三阶段的重要输出之一,也是量产阶段操作工人的”饭碗”。
一份合格的SOP,至少应该包含:
问题一:写了没人看
原因:SOP写得太复杂,像技术报告,不像个操作手册。
解决:语言简洁,用图说话,不要用长段落。
问题二:写了用不上
原因:工艺参数和实际设备能力不匹配。
解决:SOP的编制必须结合现场实际,工程师”纸上谈兵”编出来的SOP往往是废纸。
问题三:版本混乱
原因:工艺变更了,但SOP没有同步更新。
解决:建立SOP版本控制机制,任何变更必须经过ECN(工程变更通知)流程。
1 | 【文件信息】 |
“你测出来的数,到底准不准?”
这是MSA要回答的核心问题。
MSA(Measurement Systems Analysis,测量系统分析),是验证测量过程是否可靠的一套分析方法。
GR&R = Gauge Repeatability and Reproducibility(量具重复性和再现性)
| GR&R % of Tolerance | 判定 | 处理建议 |
|---|---|---|
| < 10% | 优秀 | 接受 |
| 10%~30% | 可接受 | 取决于应用场景 |
| > 30% | 不可接受 | 必须改进 |
1 | 第一步:选择测量系统 |
“这条生产线能不能稳定地生产出合格的产品?”
Cp和Cpk是衡量过程能力的两个关键指标。
Cp = (上公差限 - 下公差限)/ 6σ
Cpk = min[(USL - μ)/3σ, (μ - LSL)/3σ]
1 | Cp 问的是:数据分布宽度 vs 公差宽度,我的能力够不够? |
| Cpk值 | 过程能力 | 建议行动 |
|---|---|---|
| Cpk > 1.67 | 优秀 | 追求零缺陷时继续改善 |
| 1.33 < Cpk ≤ 1.67 | 合格 | 保持当前控制 |
| 1.0 < Cpk ≤ 1.33 | 勉强 | 需要改善 |
| Cpk < 1.0 | 不足 | 必须立即改善 |
| Cpk < 0.67 | 严重不足 | 停产整改 |
第三阶段快结束时,必须对PFMEA和控制计划进行正式的跨功能评审。
PFMEA评审
控制计划评审
整体评审
建议包括:
| 周次 | 核心任务 |
|---|---|
| 第1~2周 | 过程流程图编制,跨功能评审 |
| 第3~4周 | PFMEA编制(第一版),同步进行特殊特性识别 |
| 第5~6周 | 控制计划编制(样件版),作业指导书草稿 |
| 第7~8周 | 作业指导书评审定稿,过程参数确定 |
| 第9~10周 | MSA分析(Cpk研究),过程能力验证 |
| 第11~12周 | PFMEA和控制计划最终评审,提交第四阶段 |
注:实际周期取决于产品复杂度、团队规模和经验
Q1:PFMEA和控制计划谁先做?
A:通常PFMEA先开始,因为PFMEA识别出的高风险项目需要体现在控制计划中。但两者实际上是并行迭代的关系。
Q2:第三阶段和第四阶段的边界在哪里?
A:第三阶段完成以下条件后,可以进入第四阶段:
Q3:如果初始Cpk达不到1.33怎么办?
A:Cpk不足时,首先用SPC控制图分析过程是否稳定:
Q4:过程FMEA需要更新吗?
A:PFMEA是动态文件。以下情况必须更新:
在进入第四阶段(试生产)之前,请确认以下文件已完成:
1 | □ 过程流程图(含跨功能评审签字) |
第三阶段是APQP五个阶段中”工程量最大、跨部门协作最多、也是最考验团队执行力”的阶段。
这一阶段做扎实了,第四阶段的试生产就会顺畅很多;
这一阶段偷工减料,第四阶段和量产阶段一定会加倍还回来。
记住一个原则:越早发现问题,修复成本越低。
生成时间: 2026-04-03 23:49:34
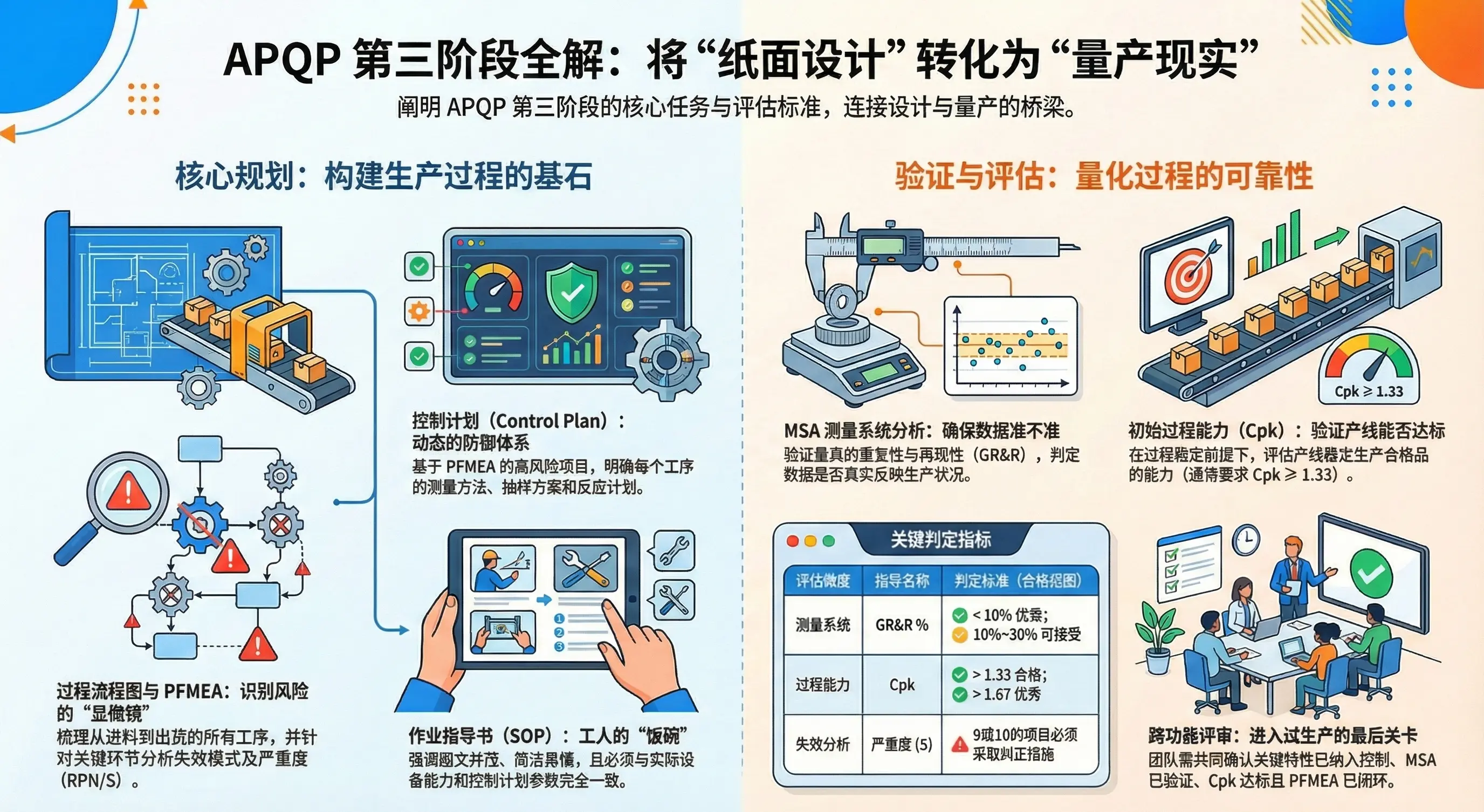
APQP第三阶段——过程设计开发,是连接产品设计(Phase 2)与量产验证(Phase 4)的工程转化枢纽,其本质是将“理想的设计”转化为“可稳定、可重复、可控制、可交付”的制造系统。该阶段并非简单执行图纸,而是通过系统性工程分析与跨职能协同,主动识别并前置化解制造落地中的所有潜在风险。
核心逻辑可概括为:
🔹 以过程流程图为骨架,厘清物理作业路径;
🔹 以PFMEA为大脑,深度挖掘每道工序的失效逻辑与风险优先级;
🔹 以控制计划为神经中枢,将PFMEA输出转化为可执行的管控策略;
🔹 以SOP为肌肉执行层,确保操作标准化、可视化、可培训;
🔹 以MSA和Cp/Cpk为感知系统,验证“测量是否可信”与“过程是否受控”两大基石;
🔹 最终通过跨功能评审闭环,确保技术文件与现场实践一致、风险闭环、责任落地。
该阶段成败直接决定试生产(Phase 4)的顺畅度与量产质量稳定性。文中反复强调:它不是文档堆砌,而是问题前置、知识沉淀、能力构建的过程;最大陷阱在于“纸上谈兵”——脱离设备能力、人员技能、现场节拍与测量实际。真正的过程设计,始于车间,成于协同,验于数据。
#过程设计开发 #PFMEA #控制计划 #MSA #过程能力分析
此内容由惯性聚合(RSS阅读器)自动聚合整理,仅供阅读参考。 原文来自 — 版权归原作者所有。